Costruzione di utensili
Nel caso della costruzione di utensili vengono prodotti utensili ad alta precisione che servono a produrre pezzi nella produzione di massa. Gli strumenti devono essere realizzati in un materiale adatto e prodotto nella massima qualità.
La maggior parte dei produttori di tali strumenti lavorano nel parco macchine con moderni utensili CNC, per mezzo dei quali si possono realizzare contorni precisi e dettagliati. In questo caso, la tecnologia di produzione viene spesso scelta per fresare per lavorare un pezzo da cui emerge lo strumento finito.
.
Come lo stampaggio ad iniezione, la prima produzione dello strumento è molto costosa e richiede tempo. L'investimento nello strumento è quindi utile solo da un certo numero di pezzi. La tecnologia degli utensili è ampiamente utilizzata, poiché non ci sono limiti in termini di geometria, complessità, dimensione e peso dello strumento. Sono utilizzati utensili speciali di perforazione o utensili speciali di perforazione del carburo, ad esempio, per la produzione specifica dell'applicazione di fori per la produzione di fori speciali. Utensili come fresatrici per stampi, utensili compositi secondari o strumenti di timbratura fine soddisfano ciascuno uno scopo specifico, ma tutti servono a produrre pezzi il più economico possibile pur mantenendo elevati requisiti di qualità.
Le industrie tipiche dei clienti per la costruzione di utensili sono principalmente l'industria automobilistica, l'ingegneria meccanica, l'ingegneria elettrica, la tecnologia medica, l'ingegneria degli apparecchi e la tecnologia di misura.
Strumenti di stampaggio
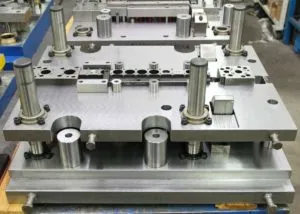
Gli strumenti di stampaggio sono costituiti essenzialmente da un dado e un dado. Il pugno ha la geometria della forma interna desiderata e può essere attaccato al lato superiore o inferiore dello strumento. D'altra parte, il dado ha un'apertura corrispondente al contorno desiderato. Durante la punzonatura, il pugno rappresenta lo strumento di taglio, che è guidato con alta forza su piastre di timbratura e li taglia attraverso. Gli strumenti di punzonatura sono spesso utilizzati come strumenti compositi secondari nei sistemi di punzonatura complessi.
seguente strumento composito
Un Seguente strumento composito è prodotto nella costruzione degli strumenti e serve la Lavorazione in legno . Si compone di solito di una pluralità di stazioni su cui una fase di elaborazione o un'operazione sul componente è effettuata in ogni caso. Una striscia di vettore trasporta la parte da elaborare da stazione a stazione. Dopo che il passaggio attraverso il composito secondario è terminato, le parti finite di punzonatura o lamiera vengono tagliate.
Metalid d.o.o.o.
Forma fresatura taglierina
Le fresatrici a forma consentono la produzione di qualsiasi geometria del pezzo il cui contorno non è limitato dalla complessità. Il profilo superficiale da produrre è prodotto per mezzo degli strumenti di fresatura eseguendo un movimento di alimentazione spaziale o piana ed è quindi indipendente dal contorno degli utensili.

Elica di nave fresata da Power Cut GmbH
Strumento di timbratura fine
Gli strumenti di punzonatura fine o gli strumenti di taglio sottili consentono la produzione di parti di punzonatura con elevate esigenze sulla precisione del taglio nella tecnica di punzonatura. Gli strumenti di timbratura fine, simili agli strumenti di punzonatura convenzionali, sono costituiti essenzialmente da un dado e da un dado. Questi sono bloccati in dispositivi corrispondenti in una punzonatrice. Al fine di produrre parti di taglio o parti di punzonatura fini con superfici di taglio precise durante il processo di punzonatura, il foglio da lavorare viene premuto per mezzo del pugno sotto pressione elevata nel dado, il contorno negativo del dado viene tagliato fuori.

Parti di timbratura fine di Uebele GmbH Stanztechnik
Gli strumenti di timbratura fine possono essere utilizzati in quasi tutti i materiali metallici con uno spessore di lamiera da 0,5 a 16 mm. I produttori elaborano parti di taglio fini o parti di timbratura con pesi tra 0,001 e 3 kg. La produzione di utensili di taglio fine avviene sotto le più elevate esigenze di precisione. Inoltre, lo strumento deve essere costituito da un materiale più duro del materiale da perforare. La punzonatura fine può essere ben integrata nella tecnica di formatura da strumenti compositi secondari. Di conseguenza, i gruppi punzonati possono, ad esempio, subire ulteriori lavorazioni come parti di piegatura dopo il processo di punzonatura. Le moderne presse eccentriche possono raggiungere una forza di pressatura di diverse migliaia di tonnellate nelle macchine di punzonatura articolare di follow-up.
Extrusion Technology
La tecnica di estrusione serve essenzialmente alla produzione di estrusi per il trasporto di masse solide a viscose. Gli estrusi si distinguono rispetto al principio di trasporto in estrusori a pistone e a vite. Gli estrusi a pistone costruiscono la pressione necessaria per il trasporto della massa mediante un pistone, che offre il vantaggio di una piccola superficie di contatto con la massa di estrusione e una semplice pulizia.

Extrusion - Azienda SEM-Plastomed GmbH
Nella tecnologia di estrusione, gli estrusi, gli strumenti di estrusione e altri componenti vegetali sono progettati per i più elevati requisiti termici e idraulici. A seconda delle condizioni di processo durante l'estrusione, possono verificarsi pressioni da 10 a 1.500 bar a temperature da 60 a 300° C. Una delle caratteristiche tipiche degli estrusi è la designazione della lunghezza indicata come un multiplo del diametro dell'estrusore. Nella tecnologia di estrusione, i cosiddetti velocisti raggiungono velocità fino a 1.500 rivoluzioni al minuto.
Strumenti di sinterizzazione
Gli strumenti di sinterizzazione servono come base tecnica per la produzione di parti sinterizzate. La sinterizzazione è uno dei processi primordiali e differisce dal getto essenzialmente in quanto il metallo sinterizzato non è fuso, ma è semplicemente riscaldato e compresso sotto alta pressione.

Sintering - Meyer Sintermetall AG
Gli stampi per sinterizzazione devono soddisfare requisiti elevati in termini di resistenza e stabilità termica a causa delle alte temperature di processo. La forma e la struttura delle attrezzature dipendono principalmente dal tipo di sinterizzazione utilizzato.
Nel processo di sinterizzazione, il materiale da lavorare si presenta inizialmente in forma fine e granulosa. Può trattarsi non solo di metallo sinterizzato, ma anche di materiali ceramici. Questi vengono riscaldati sotto pressione, causando una riduzione di volume. Nella costruzione degli stampi per sinterizzazione, bisogna tenere conto di questo ritiro.
A seconda del processo di sinterizzazione, gli strumenti di sinterizzazione hanno forme diverse. La cosiddetta pressa a secco è particolarmente indicata nella produzione di grandi quantità, in cui il contenuto di acqua della materia prima è inferiore al 7%. Questo metodo si distingue soprattutto per una buona riproducibilità e una sequenza di processo automatizzata. D'altra parte, una compattazione leggermente migliore del materiale si traduce in smorzamento.
Strumenti di estrusione
Gli strumenti di estrusione sono di solito prodotti nella costruzione di utensili e sono requisiti industriali tipici nel campo della tecnologia di formazione. Gli strumenti di formatura sono costruiti tecnicamente simili a strumenti di estrusione e strumenti di pressatura e permettono la produzione di fili, aste, tubi e profili di quasi qualsiasi lunghezza.

Strumenti di estrusione
Nella produzione degli stampi per estrusione, le due componenti principali sono il punzone e la matrice. La matrice determina la forma esterna del profilo estruso e presenta un'apertura corrispondente al negativo della forma desiderata. Il punzone ha il compito di spingere il materiale riscaldato attraverso la matrice, trasformandolo.
Il processo simile all’estrusione della plastica, chiamato estrusione a profilo, consente la produzione di profili fino a 60 metri di lunghezza. Come materiali di partenza si possono utilizzare diversi materiali come alluminio, leghe di alluminio, rame e acciaio inossidabile. Per la produzione degli stampi per l’estrusione si utilizzano esclusivamente acciai da lavoro a caldo, capaci di resistere alle alte temperature dei processi fino a 500 °C. Inoltre, gli stampi devono sopportare le elevate sollecitazioni meccaniche che si verificano durante la pressatura dei profili.
Dopo il completamento con strumenti di estrusione, i profili prodotti possono essere rielaborati con fresatura CNC, protetti da Breathing o fosfati con un rivestimento o taglio abbassando o l'erosione del filo.
Utensili per l’estrusione a freddo
Gli utensili per l’estrusione vengono utilizzati nel processo di estrusione per produrre corpi cavi o pieni da materiali metallici. Gli utensili di formatura sono realizzati con materiali resistenti come il metallo duro, per resistere alle elevate sollecitazioni della deformazione massiva.
Gli utensili per l’estrusione sono composti – analogamente agli utensili da taglio – principalmente da un punzone e da una matrice. Il punzone perforatore o sagomatore spinge il grezzo attraverso le matrici di estrusione sagomanti, esercitando una pressione tale da far fluire il materiale. Affinché le matrici di estrusione o di riduzione possano conferire al grezzo la forma desiderata, è necessario preriscaldare il materiale.

Pezzo estruso - Neuman Aluminium Fliesspresswerk Slovakia s.r.o.
La temperatura dipende dal materiale e dalle proprietà meccaniche desiderate. Se la temperatura è inferiore a 600 °C, si parla di formatura a freddo. Tra i 600 °C e gli 800 °C si parla di formatura semicalda. A temperature di processo più elevate si parla di formatura a caldo. Queste temperature devono essere considerate nella produzione degli utensili per l’estrusione.
Gli utensili per l’estrusione sono spesso realizzati in acciai da lavoro a caldo, in grado di resistere alle alte temperature e alle elevate pressioni del processo. I pezzi formati con questo procedimento possono essere ulteriormente lavorati, ad esempio per aumentarne la resistenza all’usura.
Strumenti di disegno profondo
Gli strumenti di disegno profondo rappresentano la base tecnica del processo di produzione di formatura Deep-drawing e servono per la produzione di parti stampate da vuoti di lamiera. Gli strumenti di disegno profondo hanno normalmente la forma di un corpo vuoto aperto su un lato e rappresentano il negativo delle geometrie delle parti di profondità prodotte.

Strumento di disegno profondo
Gli strumenti di punzonatura e gli strumenti di disegno profondo possono essere combinati come strumenti di follow-up per la produzione di parti di punzonatura complesse. Questo approccio consente di realizzare in breve tempo grandi serie di parti complesse di profondità. La tecnologia di produzione può anche essere combinata con altre tecnologie come la fresatura CNC.
Strumenti di disegno profondi sottovuoto
Gli strumenti di profondità sottovuoto servono a produrre parti di profondità precise attraverso il disegno profondo del vuoto. Questo è anche indicato come termoformatura o disegno profondo e permette la produzione di semilavorati in plastica.
In questo caso, una distinzione è fatta essenzialmente tra targhe e film. I prodotti semilavorati spessori sono chiamati piatti – prodotti semilavorati sottili con uno spessore inferiore a 1,5 mm sono indicati come film.
Lo strumento di stampaggio viene prodotto in ogni caso come funzione dello spessore del film e della plastica selezionata. I componenti sviluppati nella costruzione degli utensili di solito sono costituiti da materiali metallici come l'alluminio, la cui temperatura di fusione è molto superiore alla temperatura di fusione delle plastiche utilizzate.
Gli strumenti sono posizionati nella macchina di formatura profonda in una macchina di stampaggio automatica e, come modelli di fonderia, modelli originali o modelli funzionali, hanno il contorno (neg o pos) del prodotto semilavorato desiderato. In un primo passo, il film si scioglie da rulli e riscaldato nella stazione di riscaldamento con radiatori di riscaldamento. Il materiale ora morbido è fissato nella stazione degli strumenti da un telaio di bloccaggio ed è azionato da aria compressa da un lato. Dall'altra parte, il materiale viene aspirato pneumaticamente dal vuoto. Così, la plastica viene premuto sulla parete raffreddata ad acqua dello strumento e si solidifica lì per formare una parte stampata. Nel passo successivo, se desiderato, i fori vengono perforati nelle parti di plastica prima che quest'ultimo venga rimosso.
Strumenti speciali di perforazione
Gli speciali strumenti di perforazione includono fori in metallo duro solido (forature VHM) che, rispetto alla perforazione convenzionale, si distinguono in particolare per una maggiore velocità di taglio realizzabile, una maggiore velocità di alimentazione e una lavorazione ottimizzata.
Gli strumenti di perforazione in metallo duro o carburo solido possono avere forme diverse, e le costruzioni tipiche degli utensili speciali di perforazione includono trapani passo-passo, trapani a spirale, trapani a piastra di tornitura e trapani.

Strumento di perforazione speciale di GEM Müllerleile GmbH
Le punte a gradino sono generalmente realizzate come punte in metallo duro integrale e presentano una forma a gradini con scanalature diritte, che garantiscono un’elevata stabilità della punta e una buona cilindricità del foro. L’uso delle punte a gradino è possibile in vari processi di foratura, con un rapporto tra profondità di foratura e diametro fino a 8.
Durante la perforazione, il trapano speciale viene bloccato in un supporto di utensili che ruota in un mandrino in modo simile alla perforazione convenzionale. Un elevato grado di automazione con usura di utensili bassi può essere realizzato su macchine utensili CNC di taglio. Il metodo può anche essere combinato con una fresatrice.
strumenti di goffratura o timbro
Strumenti di goffratura I francobolli devono essere assegnati ai requisiti industriali e sono di solito fabbricati da fornitori nella fabbricazione di utensili nella produzione salariale. Uno strumento di goffratura o un die goffratura consente all'utente di inserire incisioni in materiali diversi come carta, metallo o pelle. In questo caso, una distinzione è fatta in linea di principio tra diversi tipi come il pugno di fuoco, il pugno, il timbro dell'ago, il pugno di ottone, il timbro cieco, il timbro della mano e il timbro dell'acciaio. Nel meccanismo di goffratura, questi punzoni di goffratura sono bloccati in un supporto di tipo e pressati con alta forza sul pezzo da goffrare. Il cosiddetto patrize rappresenta la controparte del dado ed è responsabile dell'applicazione della forza richiesta.

Timbro della società Gebr. Bräm
Lo stampo per goffratura è solitamente realizzato in tipi di acciaio o ottone e consente all’utente di incidere combinazioni di caratteri con numeri e lettere. Inoltre, possono essere realizzate, ad esempio, goffrature in rilievo con caratteri speciali o loghi. Anche le goffrature cieche rientrano tra le tipiche incisioni industriali.
Nelle officine di goffratura, gli stampi per goffratura vengono utilizzati principalmente in base al materiale da lavorare. Per la goffratura della carta si usano matrici speciali che consentono l’impressione a prova di falsificazione di motivi o disegni. Ad esempio, nell’industria si possono goffrare loghi aziendali su carta bianca.
Di regola, due strumenti sono utilizzati per le monete in rilievo che permettono la lavorazione simultanea di entrambi i lati della moneta. Con questo scopo, la moneta vuota viene spinta nell'anello di goffratura per mezzo di un tong di alimentazione ed è goffrata con una pressione di contatto fino a 200 tonnellate.
Trova le aziende per lo strumento
Se siete alla ricerca di Costruzione Di Utensili, troverete una varietà di aziende specializzate in vari settori della costruzione di utensili. Il database del più grande pool di fornitori per parti di disegno comprende oltre 24.000 fornitori e offre un'opportunità pratica per trovare aziende di produzione adatte.
Le caratteristiche della piattaforma sono completamente gratuite come acquirente. Questo include la creazione di richieste online per le vostre parti. È quindi possibile inviare offerte che è possibile confrontare in pochissimo tempo con il confronto pratico offerta di Techpilot in termini di prezzo, qualità e tempi di consegna.
Riceverai il supporto telefonico dal nostro team di assistenza addestrato in qualsiasi momento. Il personale ha una vasta gamma di competenze nell'industria e può aiutare a creare richieste.
Esempi di lavori sul mercato Techpilot
Richiesta per frese parabrezza

Contattaci
Ulteriori informazioni sulla costruzione di utensili
Trova i produttori
Techpilot è la più grande piattaforma europea per l’industria manifatturiera.
Da oltre 25 anni mettiamo in contatto acquirenti, fornitori e produttori che si adattano perfettamente tra loro – permettendo una valutazione precisa dei prezzi per i pezzi meccanici a disegno. Techpilot copre l’intero mercato dei componenti meccanici ed è leader in Europa con oltre 280 tecnologie di produzione supportate.I compratori trovano in tempo reale i fornitori più adatti, ottengono una completa trasparenza del mercato e migliorano l’efficienza del proprio processo di e-sourcing.
I fornitori beneficiano di un’elevata visibilità online, di una forte presenza mediatica e accedono a un canale di vendita digitale redditizio grazie a Techpilot.
Categorie del lessico
Argomenti del lessico
- Lavorazione metalli (31)
- Lavorazione della plastica (8)
- Pezzi (8)
- Trattamento delle superfici (8)
- Saldatura (7)
- Lavorazione meccanica (6)
- Lavorazione della lamiera (6)
- Taglio (6)
- Tornitura (5)
- Produzione (5)
- Fresatura (4)
- Costruzione di utensili (4)
- Fornitori (4)
- Fusione (4)
- Approvvigionamento (4)
- Lavorazione conto terzi (3)
- Profili (3)
- Ingegneria dell automazione (2)
- Ingranaggio filo (1)
- Forgiatura (1)
- Lavorazione filo metallico (1)
- Trattamento termico (1)